服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com
卧式双端面磨床主要用来加工轴类零件的内外圆柱面、圆锥面、螺纹表面、成形回转体表面。对于盘类零件可以进行钻、扩、铰和镗孔加工。卧式双端面磨床还可以完成车削端面、切槽、倒角等加工。但是由于卧式双端面磨床是自动完成内外圆柱面、圆锥面、端面、螺纹等工序的切削加工,所以与普通车床相比,卧式双端面磨床具有加工精度高、加工质量稳定、效率高、适应性强、操作劳动强度低等特点,卧式双端面磨床尤其适合加工形状复杂的轴类或盘类零件,它是目前使用较为广泛的一种数控机床。

卧式双端面磨床磨削塌边(角)产生的原因是多方面的,与基准底板、基准砂轮、导向压板的相对位置关系及砂轮磨削角度都有关系。1、必须检查卧式双端面磨床调整砂轮的磨削角度,避免磨削时磨削量在砂轮某段集中,保持工件通过砂轮磨削时磨削力均匀,达到分层逐级磨削的目的。2、要检查卧式双端面磨床调整进、出口基准底板与右砂轮的平行,及相互的高度等差。调整导向压板进、出口基准底板间合适的间隙,既让工件能自由通过,不产生干涉,但又要确保其不偏不斜。3、卧式双端面磨床基准砂轮的位置关系也较重要,应高于出口基准底板0.02~0.03mm。4、要检查卧式双端面磨床砂轮磨削型面的平整度,因砂轮运行的线速度由外缘向中心逐渐减小至零,外缘消耗快,容易出现中凸,所以要修整砂轮保持型面的平整度。

在广东双端面磨床的工作过程中,由于刀具磨损、工件装夹等原因,需对机床各轴的位置进行调整,从而使机床的调试时间占有相当的比例。为了缩短机床调试时间,提高有效加工时间,提供一套良好的机床调试手段具有相当重要的意义。目前广东双端面磨床比较常用的调试功能有:1、手动功能即点动、定长、手摇脉冲发生器进给功能;2、回零、回机械原点功能;3、实时速度倍率调整功能;4、刀具半径磨损、刀长磨损补偿功能;5、对平行度、找矩形中心线及中心点功能;6、找圆心功能;7、自动对刀、换刀和刀具补偿功能等。

卧式双端面磨床工作台的结构设计通常要满足以下几点要求:1、刀具磨削往往要求一次装夹完成所有切削面的粗加工,工作台应满足进行多片砂轮加工。2、刀具主要由各种复杂曲面构成,因此工作台结构应满足多轴联动加工的要求,确保各个运动轴在工作的范围内不产生运动干涉。3、工作台既要能够承受粗磨时产生的巨大磨削力,又要能够保障精加工时的高精度,因此要求机床刚性好、稳定性好、运动精度高同时热变性小。

由于广东双端面磨床用砂轮的端面对工件进行磨削,单位时间内砂轮参与加工面积大,采用贯穿式或圆盘式送料方式使得砂轮长时间处于磨削加工状态,如果进行大切削量的磨削都将使得砂轮主轴前端发热现象严重,主轴轴承发热,这些都导致砂轮主轴在轴向方向产生热变形,影响加工精度,改变主轴承的润滑条件,可采用低粘度的锂基润滑脂或油雾润滑,采用砂轮主轴与砂轮法兰盘一体式的高刚度结构,主轴轴承可选用陶瓷轴承或静压轴承、动静压轴承以减少轴承的发热量。

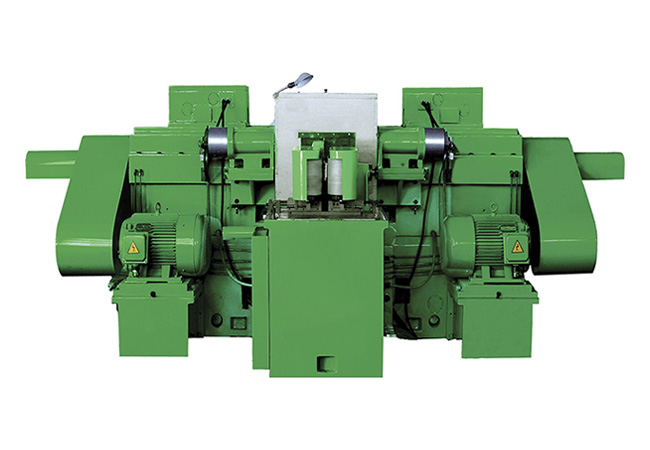
广东双端面磨床工作时,工件的尺寸留有一定的余量(在一个范围内),工件自转沿导向板移动,双砂轮处于工作旋转,砂轮架在水平和垂直反方向可微量调整,工件进料处尺寸大,出料处尺寸小,接触工件开始磨削,使工件余量逐步均匀磨去,工件慢慢的边旋转磨削边进入双砂轮中间,至磨削结束,移出砂轮。工件进料处(砂轮开口)尺寸大,出料处尺寸工件小(砂轮开口),进入双砂轮是边旋转磨削边进入,正是由于双砂轮对工件的切削,才使留有一定的余量工件经磨削进入两砂轮之间。



