服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

在卧式平面磨床磨削加工的过程中,由于磨粒对工件的磨削作用,使金属表面产生塑性变形,由于工件内部金属分子间相对位移产生内摩擦而发热;端面磨砂轮磨削时,相对于工件的速度很高,与工件表面产生剧烈的外摩擦而发热。又因为每颗磨料的磨削都是瞬间发生的,其热量生成也是瞬间的,又不能及时传散,所以在磨削区域的瞬时的温度较高,一般可以达到800-1500摄氏度,如果散热措施不好,极易产生工件表面发热或烧伤的情况,也就是在工件的表层发生二次淬火,破坏了工件表面的组织,可以看到工件表面的焦黄或黑色的氧化膜,降低工件的使用寿命。

目前市面上的磨床有很多种,广泛应用,但是真正能起到高效率的并不是很多,只是多年来习惯用一种了,而卧式平面磨床就不一样了,这个的在过程中同时达到两面削磨,大大提高了整体的工作效率。选择磨床一定要看好,并不是什么样的都可以,首先要看是否耐用如果买回来就坏了,更换也是比较麻烦的,至少影响到磨床自身的口碑问题,卧式平面磨床是一个耐用的寿命比较长的机床,所以可以选这款。不仅可以高效率的工作,还比较容易操作,是很多行业比较看好的一款,像这样的磨床不仅能为工程带来好的效果,还能让越来越多的人信赖这款,削磨效果特别的精细,是一般的磨床做不到的效果。
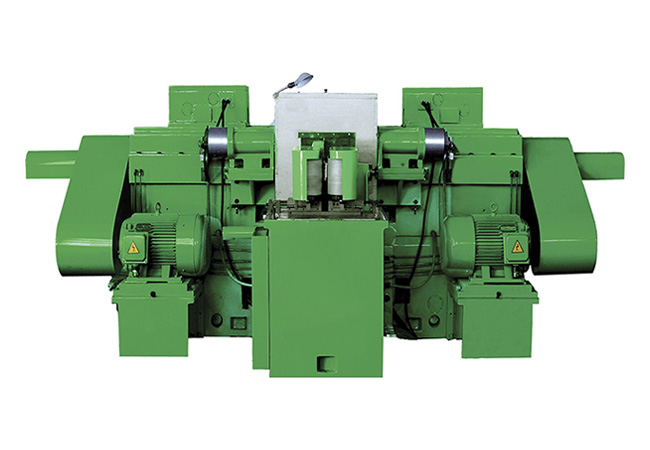
由于海南平面磨床用砂轮的端面对工件进行磨削,单位时间内砂轮参与加工面积大,采用贯穿式或圆盘式送料方式使得砂轮长时间处于磨削加工状态,如果进行大切削量的磨削都将使得砂轮主轴前端发热现象严重,主轴轴承发热,这些都导致砂轮主轴在轴向方向产生热变形,影响加工精度,改变主轴承的润滑条件,可采用低粘度的锂基润滑脂或油雾润滑,采用砂轮主轴与砂轮法兰盘一体式的高刚度结构,主轴轴承可选用陶瓷轴承或静压轴承、动静压轴承以减少轴承的发热量。

由于卧式平面磨床磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。应用普遍的背后,也对其变频器提出了新的技术请求。请求卧式平面磨床的变频器低频力矩大选用矢质变频器,低频时(1~10Hz)能出来150%额定转矩。减速停车速度快通常卧式平面磨床的加减速时间都是比拟短的,加速时间靠变频器的性能保证,减速时间则依托外加制动电阻或制动单元。转矩动态响应速度快,稳速精度高选用矢质变频器,可以完成很好的动态响应效果。根据负载的变化,经过输出转矩的变化做出很快的响应,而完成转轴速度的稳定。频率指令和运转指令卧式平面磨床上运用的变频器其频率指令和运转指令都来源于CNC控制器,普通给定的的通道有两种。一种是模仿量给定,另一种是多段速给定,或者两者同时给定,以多段速优先。模仿量给定以电压型模仿量为主,也有电流型的。变频器对这两品种型的模仿量都能够采集。
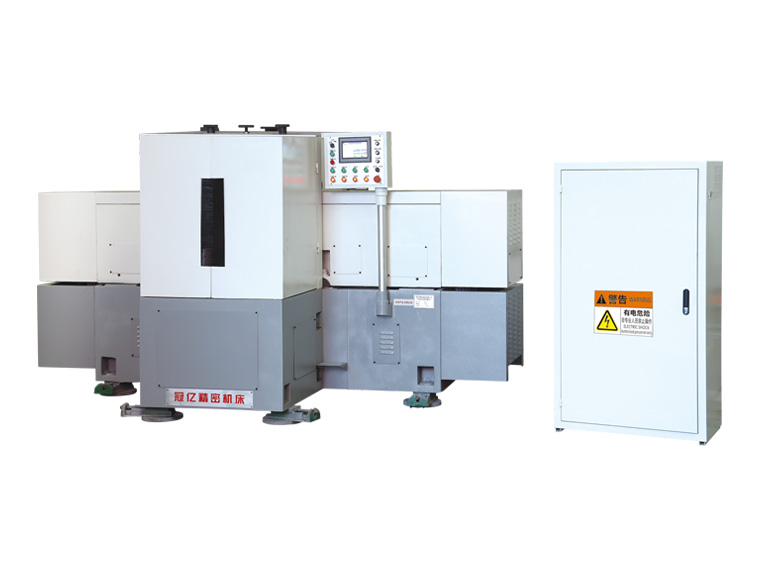
卧式平面磨床主要实现对工件端面的精密磨削加工,每次磨削一个端面。机床加工精度高、表面光洁度高,适合高精密端面零件的批量加工。功能特点是CBN超硬磨料砂轮、高精度砂轮主轴、自动修整、高端控制系统、精密伺服电机、易操作界面、可联线自动加工、伺服电机+蜗杆传动+丝杠进给系统、伺服电机+蜗杆传动上、下料系统。卧式平面磨床主要应用于空调压缩机、汽车零部件、液压件及其它难加工材料等领域。



