服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

对数控平面磨床进行采购,需要我们提前来进行规划,正式进行采购的前提,但有一些人对于具体的采购工作了解的不多,所以才会影响到的最终的结果,但如果你在整个规划过程中了解得并不到位,势必就会影响到未来的很多事情。采购数控平面磨床需要提前了解自身的需求,看看对设备本身的要求同样也要了解设备数量的需求。从多个不同的角度,对设备的需求有更多的认识,然后才能够做出更适合的选择,因此每一个人在做的过程中,我们都要及时的去认知这些方面。厂家在采购数控平面磨床的时候,这并不是一件随意的事情,不仅仅要了解自身的需求,而且也要做好对整个市场的认识,如果我们对市场的认识更准确,结合自身的需求来选择,虽然就可以买到性价比更高的设备,从长久来看能够给我们带来的是更更多的利润。
1、将内部节流调节到外部节流,并增加压力表来显示压力。使数控平面磨床维修方便,尤其可以很容易清洗,这是内部节流设备不可比拟的。2、节流比。节流比β的理论价值是1.2到1.5,而基于多年经验的是1.25。在数控平面磨床维护中,主要轴的几何精度、轴的几何精度、同轴度、圆度和锥度都严格控制,以确保β值。根据电机的负载能力,确定了主轴的偏心和轴线几何中心的值。3、当油舱未安装时,各出口的油柱必须保持一致(观察方法)。如果不一致,改变节流孔直径的方法应该改变其流量。例如,左和右腔的油柱在20 ~ 25毫米之间,孔的直径为0.25 ~ 0.4mm。

由于数控平面磨床磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。应用普遍的背后,也对其变频器提出了新的技术请求。请求数控平面磨床的变频器低频力矩大选用矢质变频器,低频时(1~10Hz)能出来150%额定转矩。减速停车速度快通常数控平面磨床的加减速时间都是比拟短的,加速时间靠变频器的性能保证,减速时间则依托外加制动电阻或制动单元。转矩动态响应速度快,稳速精度高选用矢质变频器,可以完成很好的动态响应效果。根据负载的变化,经过输出转矩的变化做出很快的响应,而完成转轴速度的稳定。频率指令和运转指令数控平面磨床上运用的变频器其频率指令和运转指令都来源于CNC控制器,普通给定的的通道有两种。一种是模仿量给定,另一种是多段速给定,或者两者同时给定,以多段速优先。模仿量给定以电压型模仿量为主,也有电流型的。变频器对这两品种型的模仿量都能够采集。

砂轮的修整和补偿:由于数控平面磨床的加工节拍快、加工余量大、效率高,故砂轮的磨损量也大,这将大大影响加工精度。为此进行分析我们认为:要根据不同的工件材料选择合适的砂轮,砂轮修整器与砂轮之间的精度也要高且刚性要好,每次修整后砂轮与修整器以及送料导向机构之间的精度不变,掌握砂轮损耗工艺参数以及修整补偿工艺参数,保证砂轮修整量和修整后的补偿量的一致。砂轮架移动导轨精度:有些数控平面磨床采用套筒滚动导轨,由于导轨会发生磨损,导致了主轴的进给精度发生了变化,可采用导轨铸铁接触面镶钢导轨,以减少导轨的磨损量。

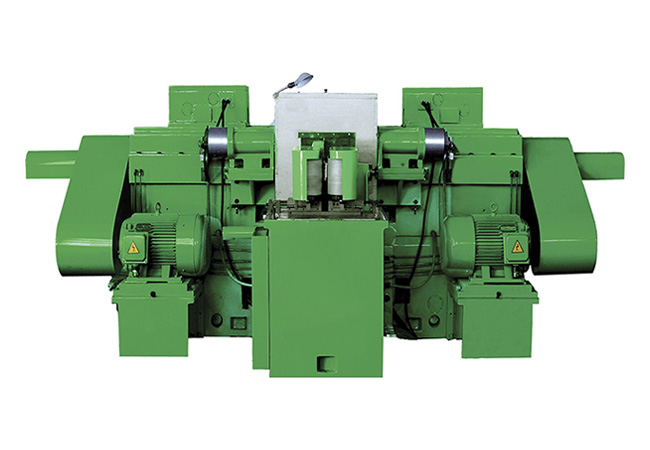
由于西安平面磨床用砂轮的端面对工件进行磨削,单位时间内砂轮参与加工面积大,采用贯穿式或圆盘式送料方式使得砂轮长时间处于磨削加工状态,如果进行大切削量的磨削都将使得砂轮主轴前端发热现象严重,主轴轴承发热,这些都导致砂轮主轴在轴向方向产生热变形,影响加工精度,改变主轴承的润滑条件,可采用低粘度的锂基润滑脂或油雾润滑,采用砂轮主轴与砂轮法兰盘一体式的高刚度结构,主轴轴承可选用陶瓷轴承或静压轴承、动静压轴承以减少轴承的发热量。



