服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

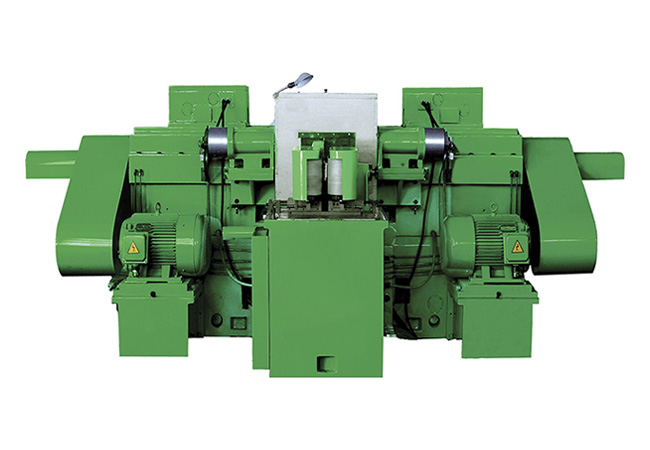
安徽平面磨床有卧式和立式这样两种结构的设备,这种设备是专门用于磨削活塞环等零件使用的机床。这种机床的生产厂家很多,但每个设备生产厂家的磨床样式虽然是不一样的,构造是有所相同的,各有特色。安徽卧式在轴承行业发展是最迅猛的,由于我们国家经济在高速的发展,不断地开发出具有高精度的数控操作系统的磨床,使磨床在产品加工的精度方面得到了迅速的提高。随着我们国家机械工业的迅猛发展,许多零部件我们不在依赖进口,已经是自行研发生产出来,像汽车零部件压缩机滑片、油泵叶片这样具有高精度的零件,都能够使用安徽平面磨床进行加工,尤其是采用这种机床磨削出来的滑片,尺寸精度有保障,能够保证对产品进行粗精磨的各项技术要求。

卧式平面磨床磨削工件发热或烧伤的预防。选用浓度、流量、压力合适的冷却液:因为工件发热或烧伤的原因是热量未及时散发造成的。减小磨削余量,提高工件转速:减小磨削厚度使内摩擦减小,从而减少磨削热,减小工件旋转速度,缩短磨削区域的磨削时间,减少磨削热的聚集。选用硬度合适、砂轮粒度合适的端面磨砂轮:从端面磨砂轮上讲,磨料硬度高,切削性能好,可减少发热,但是也不能太硬。组织也不能太细否则莫顿的磨料非常容易脱落且容易堵塞砂轮。
砂轮的修整和补偿:由于卧式平面磨床的加工节拍快、加工余量大、效率高,故砂轮的磨损量也大,这将大大影响加工精度。为此进行分析我们认为:要根据不同的工件材料选择合适的砂轮,砂轮修整器与砂轮之间的精度也要高且刚性要好,每次修整后砂轮与修整器以及送料导向机构之间的精度不变,掌握砂轮损耗工艺参数以及修整补偿工艺参数,保证砂轮修整量和修整后的补偿量的一致。砂轮架移动导轨精度:有些卧式平面磨床采用套筒滚动导轨,由于导轨会发生磨损,导致了主轴的进给精度发生了变化,可采用导轨铸铁接触面镶钢导轨,以减少导轨的磨损量。

端面磨削是一种应用普遍的磨削工艺,这种磨削工艺经过不同夹具的配合能够磨削各种金属材质及非金属材质的工件,而且这种卧式平面磨床磨削十分合适半精加工及精加工的工序。端面磨削工艺特别是在汽车行业应用普遍。端面磨削方式主要分为三种:一种是普通的平面磨床磨削工艺、立式圆台磨床磨削工艺及单端面积双端面磨削工艺,每种磨削方式都有其合适的范畴及磨削的工件,磨削方式的不同其实质就是砂轮与工件如何解除、如何磨削。



