服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

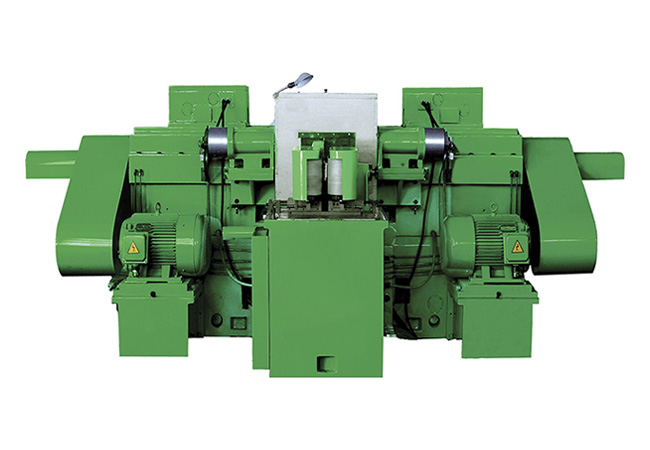
平面磨床磨削方式是指主轴程度于空中,砂轮垂直于空中,应用砂轮的外圆磨削工件外表,工件应用磁性吸附在卧式磨床的工作台上。这种磨削方式应用十分普遍,用于普通精度的平面磨削工艺。卧式磨床磨削工艺圆台磨床是强力外表磨削典型的磨削方式。这种磨削方式是采用砂轮的端面停止磨削,立式端面磨床合适转子、定子、齿轮等工件的端面磨削加工。这种磨削方式合适加工盘类及齿轮类零部件。
目前很多的工程中都应用了机床来辅助加工,而机床的质量上和操作是否容易维修是否困难还有达到而效果是否理想,都成为了参考的问题,那么这种加工设备的选择上大家都需要注意一下了,不能盲目的胡乱选择,一定要找到适合自己工程的加工设备。而卧式磨床就备受大家的青睐,普通应用于了工程中,而且起到的效果也是很可观的,操作简单便捷,能起到两面的效果,而且在结构上还分为两种,分别应用于不同的领域能够起到更完美的效果,是一般的机床做不到的效果,这种机床是不可多得的。不仅仅是这样这种机床可以说是目前最安全的一个加工设备了,很多商家的首先设备。

由于辽宁磨床用砂轮的端面对工件进行磨削,单位时间内砂轮参与加工面积大,采用贯穿式或圆盘式送料方式使得砂轮长时间处于磨削加工状态,如果进行大切削量的磨削都将使得砂轮主轴前端发热现象严重,主轴轴承发热,这些都导致砂轮主轴在轴向方向产生热变形,影响加工精度,改变主轴承的润滑条件,可采用低粘度的锂基润滑脂或油雾润滑,采用砂轮主轴与砂轮法兰盘一体式的高刚度结构,主轴轴承可选用陶瓷轴承或静压轴承、动静压轴承以减少轴承的发热量。

砂轮的修整和补偿:由于卧式磨床的加工节拍快、加工余量大、效率高,故砂轮的磨损量也大,这将大大影响加工精度。为此进行分析我们认为:要根据不同的工件材料选择合适的砂轮,砂轮修整器与砂轮之间的精度也要高且刚性要好,每次修整后砂轮与修整器以及送料导向机构之间的精度不变,掌握砂轮损耗工艺参数以及修整补偿工艺参数,保证砂轮修整量和修整后的补偿量的一致。砂轮架移动导轨精度:有些卧式磨床采用套筒滚动导轨,由于导轨会发生磨损,导致了主轴的进给精度发生了变化,可采用导轨铸铁接触面镶钢导轨,以减少导轨的磨损量。

目前机床对于工程中是必不可少的,只是不同的机床起到的效果是不同的,为了赶工大家都会选择效率高的机床,而卧式磨床就是大家选择的机床,而且非常的受欢迎,不仅仅是效率的提升,就是和一般的机床比。卧式磨床的使用寿命相对来说长,而且在维修方面也是比较容易的,拆卸啊清洗啊都是很简单的,是一般的磨床做不到的,所以大家都会优先选择这种机床,在很多领域上都能见到这种磨床,而且在加工的过程中可以实现两面同时磨削,这可是一般的磨床做不到的,也就是说一次的就可以做出两次工程的效果。这样不仅节省了时间还能让工期变的短,快速完工,用时短效果佳。

卧式磨床磨削工件发热或烧伤的预防。选用浓度、流量、压力合适的冷却液:因为工件发热或烧伤的原因是热量未及时散发造成的。减小磨削余量,提高工件转速:减小磨削厚度使内摩擦减小,从而减少磨削热,减小工件旋转速度,缩短磨削区域的磨削时间,减少磨削热的聚集。选用硬度合适、砂轮粒度合适的端面磨砂轮:从端面磨砂轮上讲,磨料硬度高,切削性能好,可减少发热,但是也不能太硬。组织也不能太细否则莫顿的磨料非常容易脱落且容易堵塞砂轮。



