服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

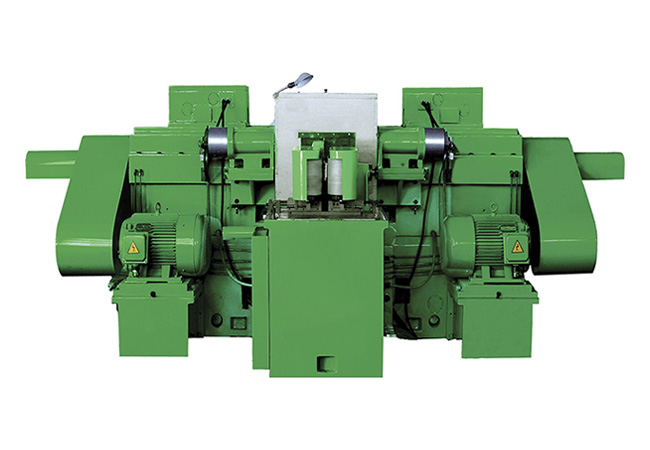
数控双端面磨床主要实现对工件端面的精密磨削加工,每次磨削一个端面。机床加工精度高、表面光洁度高,适合高精密端面零件的批量加工。功能特点是CBN超硬磨料砂轮、高精度砂轮主轴、自动修整、高端控制系统、精密伺服电机、易操作界面、可联线自动加工、伺服电机+蜗杆传动+丝杠进给系统、伺服电机+蜗杆传动上、下料系统。数控双端面磨床主要应用于空调压缩机、汽车零部件、液压件及其它难加工材料等领域。

数控双端面磨床不知道我们明白不明白,关于那种不涉及这个范畴的人当然不知道,而关于那种常常触摸的人就应当没有不知道的吧,信任许多都知道这种机床能够到达的作用,并且操作上也很简略,和以往的机床比要省去许多的人力和物力,操作简略不说工期还能提前完结,工程作业对比多的情况下用到这种机床是很好不过的了。由于用一个这么的机床相当于多个以往的机床,双端面一起操作,双面作用磨削的作用彻底符合,是通常的机床做不到的作用,所以这种机床备受欢迎,许多工程中都会见到这么的机床,能够起到极好的作用,并且运用寿命长,大大节省了一笔费用。

数控双端面磨床是一种高效率的平面加工机床,在一次加工过程同时磨削出两个平行端面,依据构造可分为卧式和立式两种,依据送料方式,又可分为贯串式、转盘式、往复式。由于磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。汽摩行业的活塞销、活塞环、气门垫圈、连杆、十字轴、阀片、拨叉、液压泵叶片、转子、定子、紧缩机滑片、轴承内外套圈和滚子、电子行业的磁环、磁钢片、石墨板等各种材质的产品都合适加工。数控双端面磨床正确装置砂轮的办法与留意事项双端面磨床系列砂轮与接长轴之间可用螺钉紧固或用粘结剂紧固。
在长沙双端面磨床的工作过程中,由于刀具磨损、工件装夹等原因,需对机床各轴的位置进行调整,从而使机床的调试时间占有相当的比例。为了缩短机床调试时间,提高有效加工时间,提供一套良好的机床调试手段具有相当重要的意义。目前长沙双端面磨床比较常用的调试功能有:1、手动功能即点动、定长、手摇脉冲发生器进给功能;2、回零、回机械原点功能;3、实时速度倍率调整功能;4、刀具半径磨损、刀长磨损补偿功能;5、对平行度、找矩形中心线及中心点功能;6、找圆心功能;7、自动对刀、换刀和刀具补偿功能等。

主轴轴承的选择:由于数控双端面磨床的主轴对刚性要求很高,所以前端主轴轴承大部分采用的是圆锥滚子轴承, 轴向和径向刚性虽然增加了,但由于圆锥滚子轴承本身的精度较差, 所有影响了主轴整体的轴向精度, 根据我公司多年的经验, 主轴轴承采用大预加负荷、大角度的高精度的角接触滚动轴承的布局形式。主轴角度的调整:数控双端面磨床的两个主轴在水平和垂直具有一定是开角的,来保证砂轮的工件进口和出口的间距和水平、垂直方向有一定的差值, 故砂轮架一般都做成水平方向和垂直方向均可调整的结构。若此处的刚性不能得到保证,那将会影响砂轮主轴的原始精度。为提高加工精度, 此处的结构刚性要充分考虑周全。



