服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

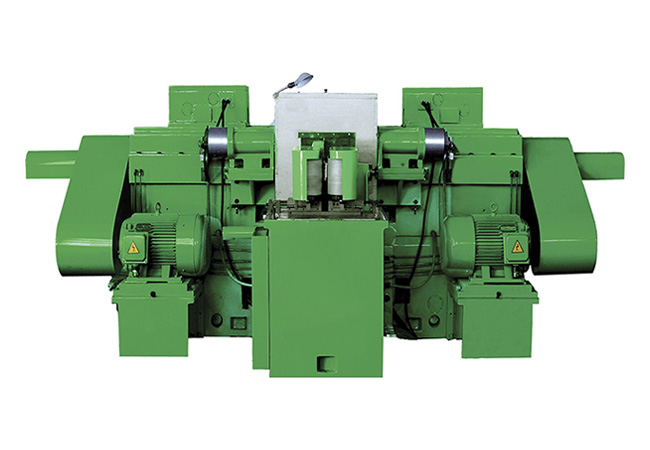
数控无液压双端面磨床可分为卧式双端面磨床和立式双端面磨床两大类;根据工件送料方式的不同,一般可以分为圆盘送料式(旋转载料盘方式)、通过式(又称贯穿式)、振荡切入式和摆臂式。用户应当根据工件形状、尺寸、磨削余量以及工件的精度和表面粗糙度要求,来选择合适的送料方式,使工件在进入砂轮后保持运动均匀平稳。
平面磨床磨削方式是指主轴程度于空中,砂轮垂直于空中,应用砂轮的外圆磨削工件外表,工件应用磁性吸附在数控无液压双端面磨床的工作台上。这种磨削方式应用十分普遍,用于普通精度的平面磨削工艺。数控无液压双端面磨床磨削工艺圆台磨床是强力外表磨削典型的磨削方式。这种磨削方式是采用砂轮的端面停止磨削,立式端面磨床合适转子、定子、齿轮等工件的端面磨削加工。这种磨削方式合适加工盘类及齿轮类零部件。

1、功能的选择:正确选择符合公司需要的数控无液压双端面磨床功能,切勿贪多,以为功能越多越好。2、品牌的选择:很多人都会把目光投射到大的品牌商上边,却忽略了专业性的企业会拥有同样技术高性价比的产品,大的品牌意味着实力的同时更意味着高昂的费用。3、盲目从众:别人买什么自己也跟着买,要知道这数控无液压双端面磨床是不是真真正正的适合您的企业,应用上会不会闲置许多功能,造成多余成本的支出。4、明确自身的需求:自己的公司是生产什么的,购买数控无液压双端面磨床去做哪些工作,达到什么样的效果,对数控无液压双端面磨床的精度、效率等有哪些要求。5、如何避免购买后的问题:做好购买前的前期准备,实践机器的功能,观察是否达到预期的效果,售后会提供哪些保障。

目前很多的工程中都应用了机床来辅助加工,而机床的质量上和操作是否容易维修是否困难还有达到而效果是否理想,都成为了参考的问题,那么这种加工设备的选择上大家都需要注意一下了,不能盲目的胡乱选择,一定要找到适合自己工程的加工设备。而数控无液压双端面磨床就备受大家的青睐,普通应用于了工程中,而且起到的效果也是很可观的,操作简单便捷,能起到两面的效果,而且在结构上还分为两种,分别应用于不同的领域能够起到更完美的效果,是一般的机床做不到的效果,这种机床是不可多得的。不仅仅是这样这种机床可以说是目前最安全的一个加工设备了,很多商家的首先设备。

在郑州无液压双端面磨床的工作过程中,由于刀具磨损、工件装夹等原因,需对机床各轴的位置进行调整,从而使机床的调试时间占有相当的比例。为了缩短机床调试时间,提高有效加工时间,提供一套良好的机床调试手段具有相当重要的意义。目前郑州无液压双端面磨床比较常用的调试功能有:1、手动功能即点动、定长、手摇脉冲发生器进给功能;2、回零、回机械原点功能;3、实时速度倍率调整功能;4、刀具半径磨损、刀长磨损补偿功能;5、对平行度、找矩形中心线及中心点功能;6、找圆心功能;7、自动对刀、换刀和刀具补偿功能等。

郑州无液压双端面磨床的使用在制造业中非常普遍,各加工工厂会经常使用到它。正是因为数控无液压双端面磨床的应用领域和范围很广泛,所以数控无液压双端面磨床现在已经发展的很先进了。1、基座若和链斗有摩擦,可以调整双端面磨床提升机的松紧部位,调节链条的松紧。2、链条过松导致链轮移位,可调整动轴键加强链轮的紧密运行。3、导向板和链斗有摩擦,可调节导向板位置,若之间有填充物,可调节基座部物料的投入方向。4、轴承不能正常运行,可拆旧换新。5、物料填充堵塞,需清理。6、链轮变形老旧,可修复或更换。7、链条和链轮交齿不正,调整传动链轮齿形,如不交齿,可调整传动链条的松紧。8、机壳等主要部件装卸不合格,需修正或重新安装。



