服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

使用西宁卧式双面磨床的时候,可能会出现这样或者那样的故障,设备的故障有多种原因,在应用卧式双面磨床的时候发现其本身出现了故障,我们就应该停止设备的使用,并且能够按照正规的方法对其进行检查,联系专业的售后服务人员进行检查确定问题所在,然后进行维修,如果对设备一窍不通,不要随意的进行拆卸。卧式双面磨床应用的过程中出现的故障会直接影响到生产过程中的效率,即便是这些故障暂时可能没有带来生产上的影响,但我们也应该及时的进行处理很多的设备就是因为小的问题没有得到有效处理,所以变成了更严重的问题,进而影响到了一些后续的应用。

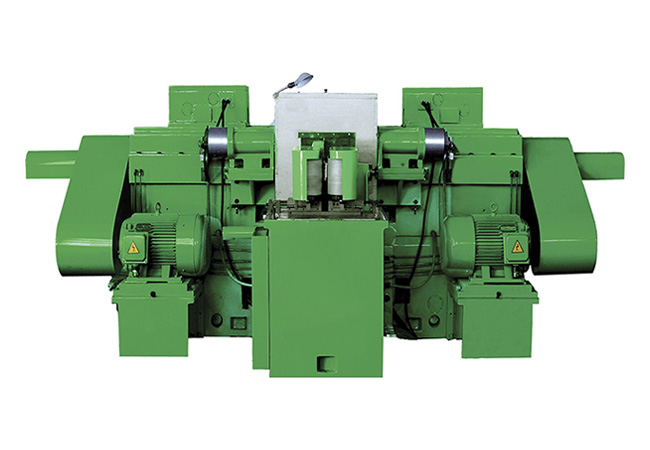
卧式双面磨床主要用来加工轴类零件的内外圆柱面、圆锥面、螺纹表面、成形回转体表面。对于盘类零件可以进行钻、扩、铰和镗孔加工。卧式双面磨床还可以完成车削端面、切槽、倒角等加工。但是由于卧式双面磨床是自动完成内外圆柱面、圆锥面、端面、螺纹等工序的切削加工,所以与普通车床相比,卧式双面磨床具有加工精度高、加工质量稳定、效率高、适应性强、操作劳动强度低等特点,卧式双面磨床尤其适合加工形状复杂的轴类或盘类零件,它是目前使用较为广泛的一种数控机床。

薄膜反馈节流轴承的刚度非常大,但卧式双面磨床也经常出现在握、拉、压等现象的操作中。电影反馈最关键的因素是薄膜,据信是由胶片的塑料变形引起的。缓慢的反馈。当胶片没有反应时,传动轴和瓷砖都被擦了。电影疲劳。长薄膜使用,疲劳变形,等效于改变反馈参数。薄膜的厚度和一些耐磨材料的使用可以很好地得到。一般采用刚性膜、预装料和预留槽的方法。具体方法是将1.4毫米厚膜改为4毫米厚刚性膜,在下腔垫0.05毫米厚锡箔上,使主轴调整到比理想位置高0.5毫米的位置。目的是回到理想的中心,当卧式双面磨床的主轴力(研磨轮重量和切割力)。
卧式双面磨床磨削工件发热或烧伤的预防。选用浓度、流量、压力合适的冷却液:因为工件发热或烧伤的原因是热量未及时散发造成的。减小磨削余量,提高工件转速:减小磨削厚度使内摩擦减小,从而减少磨削热,减小工件旋转速度,缩短磨削区域的磨削时间,减少磨削热的聚集。选用硬度合适、砂轮粒度合适的端面磨砂轮:从端面磨砂轮上讲,磨料硬度高,切削性能好,可减少发热,但是也不能太硬。组织也不能太细否则莫顿的磨料非常容易脱落且容易堵塞砂轮。



