服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

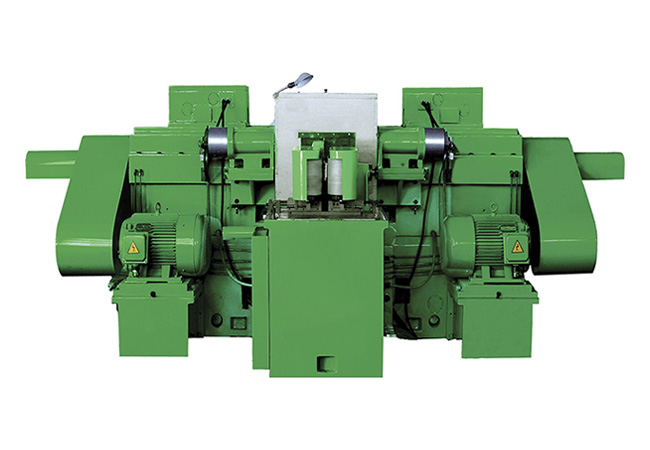
卧式单端面磨床是种高效率的平面加工机床,一次磨削行程中能同时加工出两个具有相当高精度及粗糙度的平行端面,不仅大大提高了加工效率,而且形位公差、尺寸公差都能得到很好的改善。它与普通平面磨床的不同之处,不是靠磁性来固定工件,而是工件的上下两个平面同时进行磨削加工,也就是说,不管工件材质是铜,还是其他不产生磁性材料都可以加工。并且卧式单端面磨床还具有进给均匀、速度快、效率高等特点。与研磨机床相比,在达到同样精度的基础上加工效率是研磨机的10倍,且在尺寸公差方面要比研磨机好很多。

卧式单端面磨床砂轮内孔与接长轴轴颈的配合间隙不能过大或过小。过小时,易将砂轮胀裂;过大时,使砂轮侧重而惹起振动。砂轮与接长轴的间隙与紧固方式有关,用螺钉紧固时不宜超越0.2mm,用粘结剂紧固时不宜超越0.3mm.假如间隙过大,能够在接长轴与砂轮内孔之插入纸片,以减少间隙。卧式单端面磨床砂轮两个端面不能直接与接长轴台肩及螺钉端面接触,而应垫入黄纸片等软性衬垫,厚度以0.2mm~0.3mm为宜。这样能够使内圆磨砂轮受力平均,紧固牢靠。接受双端面磨床砂轮的接长轴端面及螺钉端面不能凹凸不平,接触面不能太小,否则会减少摩擦面积,不能保证砂轮紧固的牢靠性。

对卧式单端面磨床进行购买之前,认真的做好各个方面的了解,然后才能够选择到比较好的设备。市场上的各种设备都很多,正确的做好了解,对设备都有相关的认识,然后才可以做出适合的选择。购买卧式单端面磨床之前尽量的了解设备的品牌。现在市场上的品牌很多,每个品牌核心技术有比较大的差别,质量上自然也都不相同,所以想要买到更好的设备就应该提前去了解各个品牌对于内在的技术有了更多的关注,然后才能够做出了好的选择。除了了解品牌之外,对卧式单端面磨床的购买还应该明确自身的需求,尤其要关注各种设备的型号以及具体的功能。不同设备的功能会存在比较大的差别,而每一个厂家的需求又各不相同,所以如果能够提前去了解这些设备的功能,然后结合自身的需求做好选择,今后的应用才会更顺畅。
由于卧式单端面磨床磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。应用普遍的背后,也对其变频器提出了新的技术请求。请求卧式单端面磨床的变频器低频力矩大选用矢质变频器,低频时(1~10Hz)能出来150%额定转矩。减速停车速度快通常卧式单端面磨床的加减速时间都是比拟短的,加速时间靠变频器的性能保证,减速时间则依托外加制动电阻或制动单元。转矩动态响应速度快,稳速精度高选用矢质变频器,可以完成很好的动态响应效果。根据负载的变化,经过输出转矩的变化做出很快的响应,而完成转轴速度的稳定。频率指令和运转指令卧式单端面磨床上运用的变频器其频率指令和运转指令都来源于CNC控制器,普通给定的的通道有两种。一种是模仿量给定,另一种是多段速给定,或者两者同时给定,以多段速优先。模仿量给定以电压型模仿量为主,也有电流型的。变频器对这两品种型的模仿量都能够采集。

大家都知道卧式单端面磨床一次性可以同时磨削零件的两个端面,它相对于普通的平面来说可以提高一倍的效率,再加上磨床自有的上料、送料机构使得工件装夹时间大幅减少,这也是卧式单端面磨床近年来受众多企业喜爱的原因之一。它在轴承、液压件以及轴承等行业已广泛使用。我国近年来在内燃机、轴承等行业的设备改造和技术、产品更新换代的强烈要求,对双端面磨床的加工精度和提出了更高的要求。但是机床本身为了提高加工效率而在结构和性能上不能保证加工的高精度,与高精度平面磨床的加工精度有较大的差距,为了达到这样的要求,我们需要探求得一种有效、科学的解决方法。

1、高精度:两平面的平行度,经过圆盘、摆臂切入式送料卧式单端面磨床的磨削加工,产品的精度可达到 0.002mm~0.003mm之间;2、高刚度:工件两面的厚度差能控制在0.002mm以内,即尺控制能力强,尺寸一致性好,CPK能保证在1.33以上;3、高效率:圆盘、摆臂切入式送料卧式单端面磨床与研磨机相比,在达到同样精度的基础上其效率是研磨机的10倍以上;4、适应范围广:能适应柔性生产,并能加工各种金属材质在加工精度高的情况下,并能磨圆与非圆的薄片加工件。能磨削多品种、小批量的高精度零件,具有精度高、出件快,成本低的优点;5、操作方便:卧式单端面磨床,数控控制操作方便与卧式单端面磨床相比具有操作方便夹具设计更合理、更科学、更灵活;6、体积小:机床整体设计制造体积小、功力大的优点;7、环保型设计:卧式单端面磨床与其它研磨机相比,具有高精度磨削特点,却无研磨高难以清洗的烦恼。



