服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

卧式单端面磨床磨削工件发热或烧伤的预防。选用浓度、流量、压力合适的冷却液:因为工件发热或烧伤的原因是热量未及时散发造成的。减小磨削余量,提高工件转速:减小磨削厚度使内摩擦减小,从而减少磨削热,减小工件旋转速度,缩短磨削区域的磨削时间,减少磨削热的聚集。选用硬度合适、砂轮粒度合适的端面磨砂轮:从端面磨砂轮上讲,磨料硬度高,切削性能好,可减少发热,但是也不能太硬。组织也不能太细否则莫顿的磨料非常容易脱落且容易堵塞砂轮。

卧式单端面磨床有多种型号人们在作出选择的时候,应该关注不同时候的情况,然后再进行购买,否则我们做出的选择是错误的,那么势必就会影响到今后的使用。总体来看,对卧式单端面磨床型后的选择,需要我们关注具体的使用方法还有相关的功能。同一种设备有多种不同的型号,需要大家都能够尽量的去了解其内在的功能,在这个基础之上再做出相应的认知,那么选择就会变得更容易。选择卧式单端面磨床型号,不仅仅要看一看这个设备型号的情况,而且还要关注这个型号,在当下的技术水平之中处在什么样的位置,不要因为便宜买那些落后比较老旧的型号,有的时候技术不断的进步,各个厂家也应该跟上这种进步,因此需要我们都能够尽量的去认知这些方面的事宜。

端面磨削是一种应用普遍的磨削工艺,这种磨削工艺经过不同夹具的配合能够磨削各种金属材质及非金属材质的工件,而且这种卧式单端面磨床磨削十分合适半精加工及精加工的工序。端面磨削工艺特别是在汽车行业应用普遍。端面磨削方式主要分为三种:一种是普通的平面磨床磨削工艺、立式圆台磨床磨削工艺及单端面积双端面磨削工艺,每种磨削方式都有其合适的范畴及磨削的工件,磨削方式的不同其实质就是砂轮与工件如何解除、如何磨削。
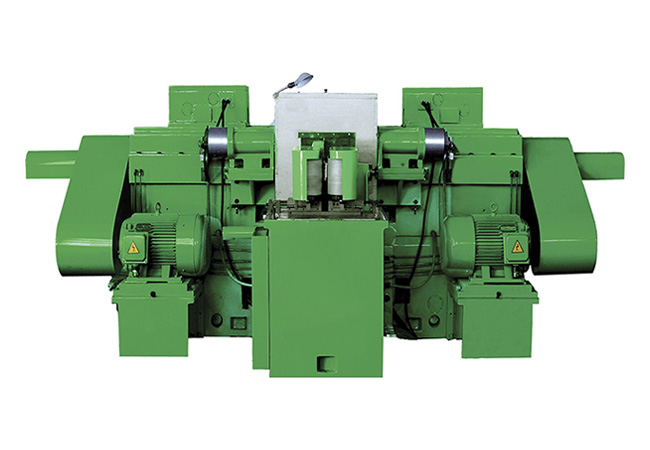
卧式单端面磨床完工最理想,并且省时省力省人,双面效果远远要比以往的磨床操作快啊,工程完成的也快效果还好,这种卧式单端面磨床是工程中首先选择的机床啊,很多都比较了解,当你是老板的时候你当然也会选择这种机床,那员工就不选择了?当然也会选择原因就是操作简单,不费力气很多过程都是自动完成的,不需要多做什么加工,只是简单的动一动操作按钮就可以完成,和一般的机床是不能相比的,因为没有可比性。一般的机床只能实现单面的效果,而这种机床可以实现双面的效果,这可不是一般的机床能够做到的。



