服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

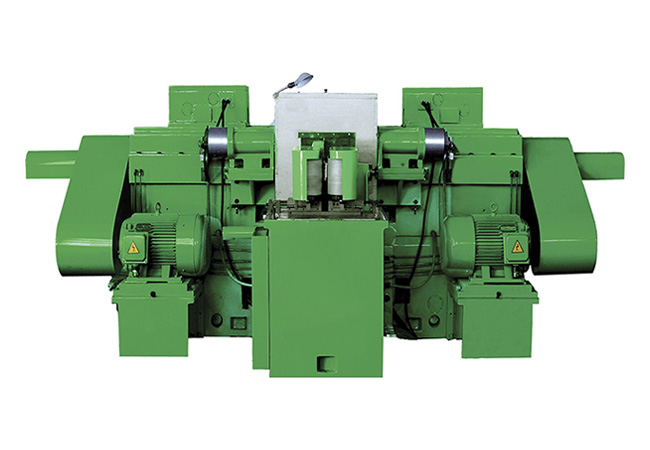
由于呼和浩特无液压双端面磨床用砂轮的端面对工件进行磨削,单位时间内砂轮参与加工面积大,采用贯穿式或圆盘式送料方式使得砂轮长时间处于磨削加工状态,如果进行大切削量的磨削都将使得砂轮主轴前端发热现象严重,主轴轴承发热,这些都导致砂轮主轴在轴向方向产生热变形,影响加工精度,改变主轴承的润滑条件,可采用低粘度的锂基润滑脂或油雾润滑,采用砂轮主轴与砂轮法兰盘一体式的高刚度结构,主轴轴承可选用陶瓷轴承或静压轴承、动静压轴承以减少轴承的发热量。
大家都知道数控无液压双端面磨床一次性可以同时磨削零件的两个端面,它相对于普通的平面来说可以提高一倍的效率,再加上磨床自有的上料、送料机构使得工件装夹时间大幅减少,这也是数控无液压双端面磨床近年来受众多企业喜爱的原因之一。它在轴承、液压件以及轴承等行业已广泛使用。我国近年来在内燃机、轴承等行业的设备改造和技术、产品更新换代的强烈要求,对双端面磨床的加工精度和提出了更高的要求。但是机床本身为了提高加工效率而在结构和性能上不能保证加工的高精度,与高精度平面磨床的加工精度有较大的差距,为了达到这样的要求,我们需要探求得一种有效、科学的解决方法。

数控无液压双端面磨床是一种高效率的平面加工机床,在一次加工过程同时磨削出两个平行端面,依据构造可分为卧式和立式两种,依据送料方式,又可分为贯串式、转盘式、往复式。由于磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。汽摩行业的活塞销、活塞环、气门垫圈、连杆、十字轴、阀片、拨叉、液压泵叶片、转子、定子、紧缩机滑片、轴承内外套圈和滚子、电子行业的磁环、磁钢片、石墨板等各种材质的产品都合适加工。数控无液压双端面磨床正确装置砂轮的办法与留意事项双端面磨床系列砂轮与接长轴之间可用螺钉紧固或用粘结剂紧固。
砂轮的修整和补偿:由于数控无液压双端面磨床的加工节拍快、加工余量大、效率高,故砂轮的磨损量也大,这将大大影响加工精度。为此进行分析我们认为:要根据不同的工件材料选择合适的砂轮,砂轮修整器与砂轮之间的精度也要高且刚性要好,每次修整后砂轮与修整器以及送料导向机构之间的精度不变,掌握砂轮损耗工艺参数以及修整补偿工艺参数,保证砂轮修整量和修整后的补偿量的一致。砂轮架移动导轨精度:有些数控无液压双端面磨床采用套筒滚动导轨,由于导轨会发生磨损,导致了主轴的进给精度发生了变化,可采用导轨铸铁接触面镶钢导轨,以减少导轨的磨损量。

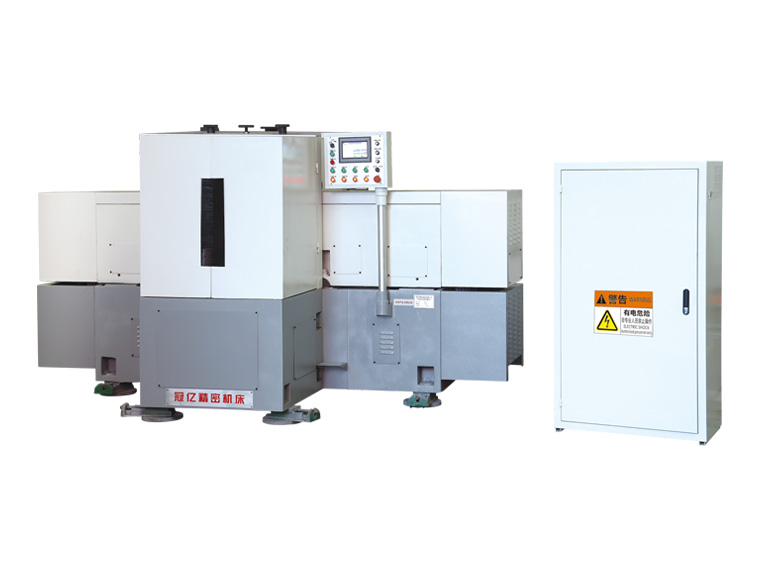
呼和浩特无液压双端面磨床有卧式和立式这样两种结构的设备,这种设备是专门用于磨削活塞环等零件使用的机床。这种机床的生产厂家很多,但每个设备生产厂家的磨床样式虽然是不一样的,构造是有所相同的,各有特色。呼和浩特数控在轴承行业发展是最迅猛的,由于我们国家经济在高速的发展,不断地开发出具有高精度的数控操作系统的磨床,使磨床在产品加工的精度方面得到了迅速的提高。随着我们国家机械工业的迅猛发展,许多零部件我们不在依赖进口,已经是自行研发生产出来,像汽车零部件压缩机滑片、油泵叶片这样具有高精度的零件,都能够使用呼和浩特无液压双端面磨床进行加工,尤其是采用这种机床磨削出来的滑片,尺寸精度有保障,能够保证对产品进行粗精磨的各项技术要求。

目前市面上的磨床有很多种,广泛应用,但是真正能起到高效率的并不是很多,只是多年来习惯用一种了,而数控无液压双端面磨床就不一样了,这个的在过程中同时达到两面削磨,大大提高了整体的工作效率。选择磨床一定要看好,并不是什么样的都可以,首先要看是否耐用如果买回来就坏了,更换也是比较麻烦的,至少影响到磨床自身的口碑问题,数控无液压双端面磨床是一个耐用的寿命比较长的机床,所以可以选这款。不仅可以高效率的工作,还比较容易操作,是很多行业比较看好的一款,像这样的磨床不仅能为工程带来好的效果,还能让越来越多的人信赖这款,削磨效果特别的精细,是一般的磨床做不到的效果。



