服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

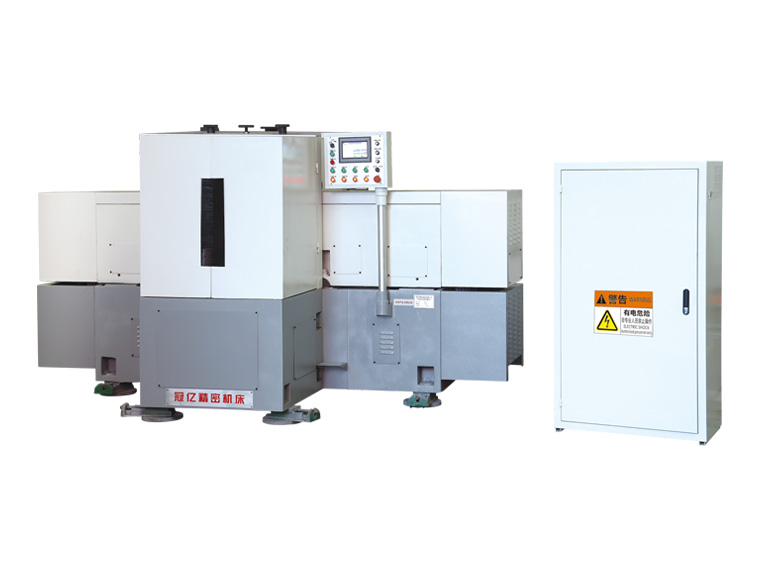
双端面是指同时加工零件上下两个平行的端面,可实现粗、精磨削一次完成,能够磨削各类圆形、非圆形等任意形状的零件。机床加工精度高、表面光洁度好,适合高精密端面零件的批量加工。功能特点主要是:CBN超硬磨料砂轮、高精度砂轮主轴、手动或自动修整、手动或自动上、下料、高端控制系统、精密伺服电机、易操作界面、可联线自动加工。卧式磨床主要应用于空调压缩机、轴承、齿轮、汽车零部件、液压件及其它难加工材料等领域。

卧式磨床完工最理想,并且省时省力省人,双面效果远远要比以往的磨床操作快啊,工程完成的也快效果还好,这种卧式磨床是工程中首先选择的机床啊,很多都比较了解,当你是老板的时候你当然也会选择这种机床,那员工就不选择了?当然也会选择原因就是操作简单,不费力气很多过程都是自动完成的,不需要多做什么加工,只是简单的动一动操作按钮就可以完成,和一般的机床是不能相比的,因为没有可比性。一般的机床只能实现单面的效果,而这种机床可以实现双面的效果,这可不是一般的机床能够做到的。

绍兴磨床的使用在制造业中非常普遍,各加工工厂会经常使用到它。正是因为卧式磨床的应用领域和范围很广泛,所以卧式磨床现在已经发展的很先进了。1、基座若和链斗有摩擦,可以调整双端面磨床提升机的松紧部位,调节链条的松紧。2、链条过松导致链轮移位,可调整动轴键加强链轮的紧密运行。3、导向板和链斗有摩擦,可调节导向板位置,若之间有填充物,可调节基座部物料的投入方向。4、轴承不能正常运行,可拆旧换新。5、物料填充堵塞,需清理。6、链轮变形老旧,可修复或更换。7、链条和链轮交齿不正,调整传动链轮齿形,如不交齿,可调整传动链条的松紧。8、机壳等主要部件装卸不合格,需修正或重新安装。

由于卧式磨床磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。应用普遍的背后,也对其变频器提出了新的技术请求。请求卧式磨床的变频器低频力矩大选用矢质变频器,低频时(1~10Hz)能出来150%额定转矩。减速停车速度快通常卧式磨床的加减速时间都是比拟短的,加速时间靠变频器的性能保证,减速时间则依托外加制动电阻或制动单元。转矩动态响应速度快,稳速精度高选用矢质变频器,可以完成很好的动态响应效果。根据负载的变化,经过输出转矩的变化做出很快的响应,而完成转轴速度的稳定。频率指令和运转指令卧式磨床上运用的变频器其频率指令和运转指令都来源于CNC控制器,普通给定的的通道有两种。一种是模仿量给定,另一种是多段速给定,或者两者同时给定,以多段速优先。模仿量给定以电压型模仿量为主,也有电流型的。变频器对这两品种型的模仿量都能够采集。

卧式磨床磨削塌边(角)产生的原因是多方面的,与基准底板、基准砂轮、导向压板的相对位置关系及砂轮磨削角度都有关系。1、必须检查卧式磨床调整砂轮的磨削角度,避免磨削时磨削量在砂轮某段集中,保持工件通过砂轮磨削时磨削力均匀,达到分层逐级磨削的目的。2、要检查卧式磨床调整进、出口基准底板与右砂轮的平行,及相互的高度等差。调整导向压板进、出口基准底板间合适的间隙,既让工件能自由通过,不产生干涉,但又要确保其不偏不斜。3、卧式磨床基准砂轮的位置关系也较重要,应高于出口基准底板0.02~0.03mm。4、要检查卧式磨床砂轮磨削型面的平整度,因砂轮运行的线速度由外缘向中心逐渐减小至零,外缘消耗快,容易出现中凸,所以要修整砂轮保持型面的平整度。
卧式磨床砂轮内孔与接长轴轴颈的配合间隙不能过大或过小。过小时,易将砂轮胀裂;过大时,使砂轮侧重而惹起振动。砂轮与接长轴的间隙与紧固方式有关,用螺钉紧固时不宜超越0.2mm,用粘结剂紧固时不宜超越0.3mm.假如间隙过大,能够在接长轴与砂轮内孔之插入纸片,以减少间隙。卧式磨床砂轮两个端面不能直接与接长轴台肩及螺钉端面接触,而应垫入黄纸片等软性衬垫,厚度以0.2mm~0.3mm为宜。这样能够使内圆磨砂轮受力平均,紧固牢靠。接受双端面磨床砂轮的接长轴端面及螺钉端面不能凹凸不平,接触面不能太小,否则会减少摩擦面积,不能保证砂轮紧固的牢靠性。



