服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

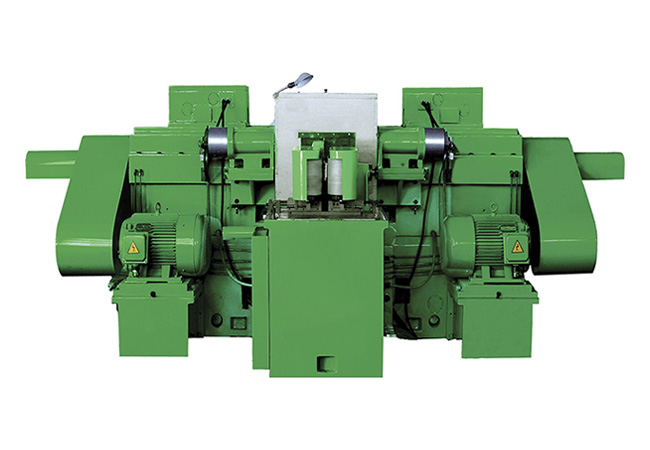
立式单端面磨床主要实现对工件端面的精密磨削加工,每次磨削一个端面。机床加工精度高、表面光洁度高,适合高精密端面零件的批量加工。功能特点是CBN超硬磨料砂轮、高精度砂轮主轴、自动修整、高端控制系统、精密伺服电机、易操作界面、可联线自动加工、伺服电机+蜗杆传动+丝杠进给系统、伺服电机+蜗杆传动上、下料系统。立式单端面磨床主要应用于空调压缩机、汽车零部件、液压件及其它难加工材料等领域。
立式单端面磨床是一种高效率的平面加工机床,在一次加工过程同时磨削出两个平行端面,依据构造可分为卧式和立式两种,依据送料方式,又可分为贯串式、转盘式、往复式。由于磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。汽摩行业的活塞销、活塞环、气门垫圈、连杆、十字轴、阀片、拨叉、液压泵叶片、转子、定子、紧缩机滑片、轴承内外套圈和滚子、电子行业的磁环、磁钢片、石墨板等各种材质的产品都合适加工。立式单端面磨床正确装置砂轮的办法与留意事项双端面磨床系列砂轮与接长轴之间可用螺钉紧固或用粘结剂紧固。

立式单端面磨床常用的是圆盘送料式(旋转载料盘方式)和通过送料式(又称贯穿式)。对于要求搞生产率和高精度工件的磨削加工,多采用圆盘送料式。送料盘连续运转,以恰当的间隔把工件送入砂轮盘,这种送料方式容易实现自动上下料。对于通过式(贯穿式),工件是由位于立式单端面磨床前面的送料机构送入并流水似的通过砂轮,每只工件都在砂轮盘之间进行定位,同时进行工件的两个端面的磨削。当工件通过磨削区并从机床后面出来时,用一对导板固定工件。通过式送料的特点就是生产效率极高,特别适合于磨削轴承滚柱和内外套圈等工件的两个端面。

良好的装置习气不只能保证工件停止加工的精度,也可以保证立式单端面磨床的平安稳定运转,延长立式单端面磨床的运用寿命,首先停止立式单端面磨床砂轮的装置是不可过度用力,动作要轻特别是新的砂轮,装置完成后需求停止恰当的空转测试。大约非常钟左右主要对砂轮有无偏摆以及振动现象停止察看,运转之前要检查手柄以及行程限位的挡块位置能否正确并坚持立式单端面磨床的洁净整洁。假如砂轮在加工工件时比拟接近,需求采用手摇的方式,并在加工时认真察看有没有突起或凹陷。假如砂轮加工终了还未中止时,不可对冷却液停止清算或停止磨削改换的工作,假如发现立式单端面磨床加工,工件上呈现毛刺,在停止加工之前要停止肃清,防止影响立式单端面磨床的加工效果,冷却液的选择也要适宜,并应当及时改换,否则将会影响其冷却效果。

而当原本的机床被立式单端面磨床取代之后,工作的效率也大大的提高了,而且精准度更加高,也就是说能够完美的完成工作效率,而且这款立式单端面磨床使用寿命长,不用担心年久失修的问题。而且更加不用担心的就是维修起来也是比较容易的,操作上就更加不用说了,操作上有自动传送轨带,可以帮助自动提升上料,更加快捷方便,不同的型号也是有着细微的区别的,所以选择上还是要选择适合自己的型号和款式。不仅工作效率会高而且完工的质量也是非常的好,所以很多的地方都会选择这种机床来加工自己物品,为了实现更多更好的效果都会选择好的。

由于立式单端面磨床磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。应用普遍的背后,也对其变频器提出了新的技术请求。请求立式单端面磨床的变频器低频力矩大选用矢质变频器,低频时(1~10Hz)能出来150%额定转矩。减速停车速度快通常立式单端面磨床的加减速时间都是比拟短的,加速时间靠变频器的性能保证,减速时间则依托外加制动电阻或制动单元。转矩动态响应速度快,稳速精度高选用矢质变频器,可以完成很好的动态响应效果。根据负载的变化,经过输出转矩的变化做出很快的响应,而完成转轴速度的稳定。频率指令和运转指令立式单端面磨床上运用的变频器其频率指令和运转指令都来源于CNC控制器,普通给定的的通道有两种。一种是模仿量给定,另一种是多段速给定,或者两者同时给定,以多段速优先。模仿量给定以电压型模仿量为主,也有电流型的。变频器对这两品种型的模仿量都能够采集。



