服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

由于上海双端面磨床用砂轮的端面对工件进行磨削,单位时间内砂轮参与加工面积大,采用贯穿式或圆盘式送料方式使得砂轮长时间处于磨削加工状态,如果进行大切削量的磨削都将使得砂轮主轴前端发热现象严重,主轴轴承发热,这些都导致砂轮主轴在轴向方向产生热变形,影响加工精度,改变主轴承的润滑条件,可采用低粘度的锂基润滑脂或油雾润滑,采用砂轮主轴与砂轮法兰盘一体式的高刚度结构,主轴轴承可选用陶瓷轴承或静压轴承、动静压轴承以减少轴承的发热量。

目前很多的工程中都应用了机床来辅助加工,而机床的质量上和操作是否容易维修是否困难还有达到而效果是否理想,都成为了参考的问题,那么这种加工设备的选择上大家都需要注意一下了,不能盲目的胡乱选择,一定要找到适合自己工程的加工设备。而立式双端面磨床就备受大家的青睐,普通应用于了工程中,而且起到的效果也是很可观的,操作简单便捷,能起到两面的效果,而且在结构上还分为两种,分别应用于不同的领域能够起到更完美的效果,是一般的机床做不到的效果,这种机床是不可多得的。不仅仅是这样这种机床可以说是目前最安全的一个加工设备了,很多商家的首先设备。

1、将内部节流调节到外部节流,并增加压力表来显示压力。使立式双端面磨床维修方便,尤其可以很容易清洗,这是内部节流设备不可比拟的。2、节流比。节流比β的理论价值是1.2到1.5,而基于多年经验的是1.25。在立式双端面磨床维护中,主要轴的几何精度、轴的几何精度、同轴度、圆度和锥度都严格控制,以确保β值。根据电机的负载能力,确定了主轴的偏心和轴线几何中心的值。3、当油舱未安装时,各出口的油柱必须保持一致(观察方法)。如果不一致,改变节流孔直径的方法应该改变其流量。例如,左和右腔的油柱在20 ~ 25毫米之间,孔的直径为0.25 ~ 0.4mm。
上海双端面磨床的使用在制造业中非常普遍,各加工工厂会经常使用到它。正是因为立式双端面磨床的应用领域和范围很广泛,所以立式双端面磨床现在已经发展的很先进了。1、基座若和链斗有摩擦,可以调整双端面磨床提升机的松紧部位,调节链条的松紧。2、链条过松导致链轮移位,可调整动轴键加强链轮的紧密运行。3、导向板和链斗有摩擦,可调节导向板位置,若之间有填充物,可调节基座部物料的投入方向。4、轴承不能正常运行,可拆旧换新。5、物料填充堵塞,需清理。6、链轮变形老旧,可修复或更换。7、链条和链轮交齿不正,调整传动链轮齿形,如不交齿,可调整传动链条的松紧。8、机壳等主要部件装卸不合格,需修正或重新安装。

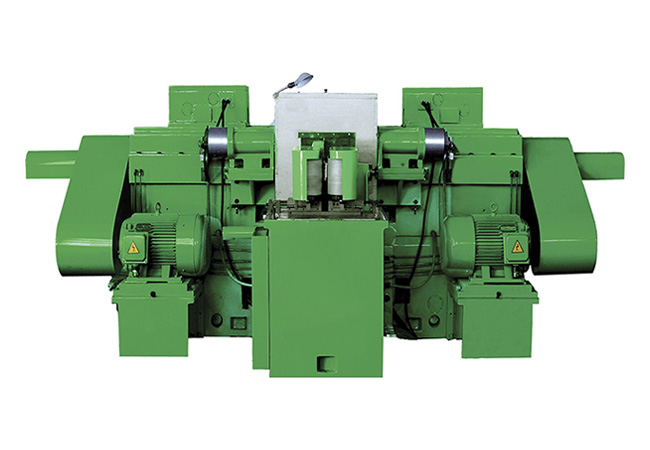
上海双端面磨床工作时,工件的尺寸留有一定的余量(在一个范围内),工件自转沿导向板移动,双砂轮处于工作旋转,砂轮架在水平和垂直反方向可微量调整,工件进料处尺寸大,出料处尺寸小,接触工件开始磨削,使工件余量逐步均匀磨去,工件慢慢的边旋转磨削边进入双砂轮中间,至磨削结束,移出砂轮。工件进料处(砂轮开口)尺寸大,出料处尺寸工件小(砂轮开口),进入双砂轮是边旋转磨削边进入,正是由于双砂轮对工件的切削,才使留有一定的余量工件经磨削进入两砂轮之间。

平面磨床磨削方式是指主轴程度于空中,砂轮垂直于空中,应用砂轮的外圆磨削工件外表,工件应用磁性吸附在立式双端面磨床的工作台上。这种磨削方式应用十分普遍,用于普通精度的平面磨削工艺。立式双端面磨床磨削工艺圆台磨床是强力外表磨削典型的磨削方式。这种磨削方式是采用砂轮的端面停止磨削,立式端面磨床合适转子、定子、齿轮等工件的端面磨削加工。这种磨削方式合适加工盘类及齿轮类零部件。



