服务热线:
136-0576-7960

服务热线:
136-0576-7960

地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:www.576cy.com

卧式单端面磨床磨削塌边(角)产生的原因是多方面的,与基准底板、基准砂轮、导向压板的相对位置关系及砂轮磨削角度都有关系。1、必须检查卧式单端面磨床调整砂轮的磨削角度,避免磨削时磨削量在砂轮某段集中,保持工件通过砂轮磨削时磨削力均匀,达到分层逐级磨削的目的。2、要检查卧式单端面磨床调整进、出口基准底板与右砂轮的平行,及相互的高度等差。调整导向压板进、出口基准底板间合适的间隙,既让工件能自由通过,不产生干涉,但又要确保其不偏不斜。3、卧式单端面磨床基准砂轮的位置关系也较重要,应高于出口基准底板0.02~0.03mm。4、要检查卧式单端面磨床砂轮磨削型面的平整度,因砂轮运行的线速度由外缘向中心逐渐减小至零,外缘消耗快,容易出现中凸,所以要修整砂轮保持型面的平整度。
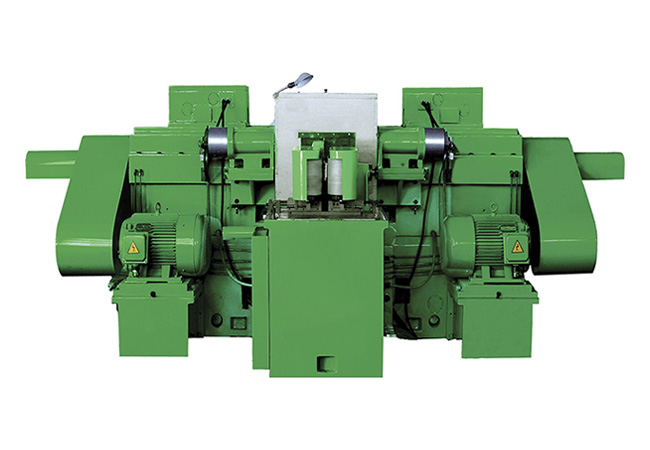
机床被广泛使用在各个领域,所以选择合适的机床也成为了一个重要的话题。而现在的机床类型有很多种,一个合适的机床不仅可以缩短工作时间,而且可以节省人力物力。保证工期可以顺利地完成,而卧式单端面磨床就是一个使用广泛的机床类型。要是大家所选择的机床质量不好,就很有可能对大家的工期造成影响,同时在使用的时候要是出现了问题,就很有可能面临着停工。大家可以选择高质量,同时价格合理,操作容易的卧式单端面磨床。卧式单端面磨床能够同时完成双面磨削,大大缩短工期,操作上都高精准,保证了其高效率,是一般的机床做不到的效果。卧式单端面磨床帮助大家更好的进行工作,可以说它是科技发展下的先进成果,适合使用在每一个工作领域,能够给大家带来方便。

由于卧式单端面磨床磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。应用普遍的背后,也对其变频器提出了新的技术请求。请求卧式单端面磨床的变频器低频力矩大选用矢质变频器,低频时(1~10Hz)能出来150%额定转矩。减速停车速度快通常卧式单端面磨床的加减速时间都是比拟短的,加速时间靠变频器的性能保证,减速时间则依托外加制动电阻或制动单元。转矩动态响应速度快,稳速精度高选用矢质变频器,可以完成很好的动态响应效果。根据负载的变化,经过输出转矩的变化做出很快的响应,而完成转轴速度的稳定。频率指令和运转指令卧式单端面磨床上运用的变频器其频率指令和运转指令都来源于CNC控制器,普通给定的的通道有两种。一种是模仿量给定,另一种是多段速给定,或者两者同时给定,以多段速优先。模仿量给定以电压型模仿量为主,也有电流型的。变频器对这两品种型的模仿量都能够采集。

由于操作不规范而照成的限位报警,这种情况下由于误操作导致报警情况发生,对于卧式单端面磨床所造成的影响相对较为微小,只要在立即关机就能够避免损失扩大化,发生这种情况之后利用卧式单端面磨床本身的超程解除功能就能够完成对问题的处理,相对解决方式比较简单,想要规避这种问题的发生就要对在岗人员进行相关操作的培训,按照规章制度严格执行操作规章。这样就能够从根本上杜绝这种情况的发生,有数据表明有60%以上的限位报警情况是因为误操作原因所产生,因此做好操作人员的培训是非常关键的。

卧式单端面磨床磨削工件发热或烧伤的预防。选用浓度、流量、压力合适的冷却液:因为工件发热或烧伤的原因是热量未及时散发造成的。减小磨削余量,提高工件转速:减小磨削厚度使内摩擦减小,从而减少磨削热,减小工件旋转速度,缩短磨削区域的磨削时间,减少磨削热的聚集。选用硬度合适、砂轮粒度合适的端面磨砂轮:从端面磨砂轮上讲,磨料硬度高,切削性能好,可减少发热,但是也不能太硬。组织也不能太细否则莫顿的磨料非常容易脱落且容易堵塞砂轮。

吉林单端面磨床有卧式和立式这样两种结构的设备,这种设备是专门用于磨削活塞环等零件使用的机床。这种机床的生产厂家很多,但每个设备生产厂家的磨床样式虽然是不一样的,构造是有所相同的,各有特色。吉林卧式在轴承行业发展是最迅猛的,由于我们国家经济在高速的发展,不断地开发出具有高精度的数控操作系统的磨床,使磨床在产品加工的精度方面得到了迅速的提高。随着我们国家机械工业的迅猛发展,许多零部件我们不在依赖进口,已经是自行研发生产出来,像汽车零部件压缩机滑片、油泵叶片这样具有高精度的零件,都能够使用吉林单端面磨床进行加工,尤其是采用这种机床磨削出来的滑片,尺寸精度有保障,能够保证对产品进行粗精磨的各项技术要求。



